

磨粉机润滑系统和电气控制部分-产品连载介绍(2)
序言:本期继续讲述恒源摆式磨粉机的产品连载介绍(2),此文内容包括:磨粉机的润滑系统和电气控制部分详细说明,润滑系统和电气控制部分是摆式磨粉机中重要的部件,其对磨粉机是否能长期稳定工作起到关键性的作用。
一、润滑系统加油说明:
磨粉机正常运转需要润滑系统的支持,每个部件需要选择对应牌号的润滑油,一定不能选错,可以参照下面润滑系统参照表。其次,每个部件的换油周期也要区别,如常用部件:磨辊装置的加油时间为1-4天;分析及油池的加油时间为三个月周期,一定要严格遵守;最后一点要说明的是,每个加油润滑点部位、点数一定不能漏加或错加,总之要严格按照我们厂家提供的参照表操作。
磨粉机正常运转需要润滑系统的支持,每个部件需要选择对应牌号的润滑油,一定不能选错,可以参照下面润滑系统参照表。其次,每个部件的换油周期也要区别,如常用部件:磨辊装置的加油时间为1-4天;分析及油池的加油时间为三个月周期,一定要严格遵守;最后一点要说明的是,每个加油润滑点部位、点数一定不能漏加或错加,总之要严格按照我们厂家提供的参照表操作。
磨粉机润滑系统参照表
| 润滑点部位 | 润 滑 形 式 |
润 滑 油 代号及名称 |
润 滑 点 数 |
每次加 油时间 |
备 注 | ||
| 人工 | 集中 | 油箱 | |||||
| 传 动 装置 | △ | 46机械油 | 1 | 三个月 | 保持油位线 | ||
| 主动中心轴 | △ | 3号MoS2复合钙基润滑脂 | 2 | 15-30天 | 可用钙基润脂代 | ||
| 磨 辊 装置 | △ | 3号MoS2复合钙基润滑脂 | 8 | 1~4天 | 可用钙基润脂代 | ||
| 分析机油池 | △ | 46机械油 | 1 | 三个月 | 保持油位线 | ||
|
畚斗提升机 蜗轮减速机 |
△ | 46机械油 | 1 | 三个月 | 保持油位线 | ||
|
鼓 风 机 传动轴承座 |
△ | 3号MoS2复合钙基润滑脂 | 2 | 一个月 | 可用钙基润滑油脂代 | ||
|
分 析 机 轴 承 座 |
△ | 3号MoS2复合钙基润滑脂 | 1 | 一个月 | 可用钙基润滑油脂代 | ||
|
畚斗提升机 轴 承 座 |
△ | 3号MoS2复合钙基润滑脂 | 2 | 一个月 |
可用钙基润滑油脂代 |
||
二、电气控制部份
磨粉机所有控制设备集中安装在控制柜内,各机均没有相互联锁,仅在给料自动控制环节,由主机的电流及风机的电流变化来控制给料机的给料与停止,各机起动与停止的操作程序按机器操作规程来进行,本控制设备除主机,分析机及给料机外,其余各机均为一般的交流异步电机及控制,具体原理线路见电气原理图(见下图2:摆式磨粉机电气原理图)。
1、主机与风机的起动控制
本系统对电机容量大于30KW,采用降压起动,小于30KW采用直接起动,即4R、5R、6R的主机与风机采用降压起动,系统中4R、5R、6R的主机与风机均采用星三角起动。
星三角形的起动与运转联接,由接触器与时间继电器组成控制线路,自动转接,时间继电器一般调整延时为10秒左右。
星三角形起动电机的接线应细心检查严格对号接线,避免因错接而造成不必要的电器与电机的损坏。
2、给料机的控制及自动给料整定
(1)给料机结构及原理
磨粉机中给料机采用电磁振动给料方式,结构原理(见下图1:给料机工作原理图)。电振机是一个双质点定向强迫振动系统。由料槽、联接叉、衔铁组成。
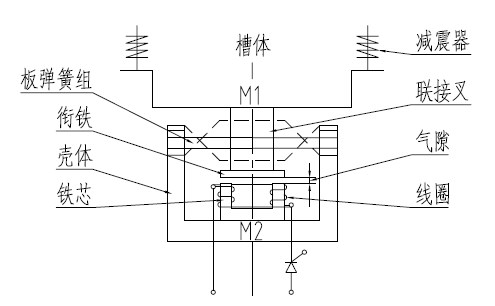
图1:给料机工作原理图
(2)整个电振给料机应悬挂于自由状态,周围应有一定的游动间隙,不得有物体与给料机相碰,以免工作时有噪音产生。
(3)安装完毕后应将用作于定位连接叉及检修时的螺钉松开(在振动器部位上面三个下面一个),松开后将锁紧螺母拧紧。
(4)打开振动器后盖,观察检查铁芯与衔铁的气隙是否在1.8~2.1毫米范围内,而且是否平行和清洁,并检查所有螺钉有无松动现象,特别是压紧铁芯与衔铁及板弹簧螺钉,一切正常后盖上后盖。
(5)通电进行空载试验,调整电位器R1,由小逐渐缓慢加大,调节振幅,观察振幅与电流的变化情况,振幅在1.75毫米±7%,电流在0.6~2.5A,连续工作1小时以上看振幅与电流是否稳定,各部位螺钉振动后有无松动现象。
(6)在一切正常情况下,打开料仓闸门进行物料输送,再次观察振幅(打开料仓后振幅允许下降0.5毫米,如下降太大应按电振给料机说明书检查料槽压仓与调整弹性系数)电流是否稳定,及给料量是否满足要求。如振幅与电流均在额定值,若给料量仍未能满足要求,可将振动器吊装成一个倾角,使之满足经料量要求,但最大倾角(槽体与水平央角)不超过20°。
3、电振给料机控制箱的调整
电振给料机的给料量是通过改变线圈两端电压来实现的,如给料机及压仓等正常情况下,调节振幅,电位器旋到最大时,而振幅与电流均未达到额定值,特别是电流很小,则需打开给料机控制器箱体,检查R2、R3电阻(一般出厂时已调好),首先调整R2,使R2电阻逐渐短接,阻值改少,使之达到最大振幅及额定电流,如R2全部短接后仍未达到要求,则需继续调整R3(因R3是作限制可控硅触发电流,防止电流过大而使控制极损坏),调整方法与调整R2相同。R2、R3调好后应将电阻器上滑壁螺丝拧紧,以免运转中接触不良使振幅等不稳定。
4、自动给料调整
(1)工作原理
给料机的自动给料是通过主电机电流变化及风机的正常与否来实现给料与停止,在风机正常运行时,当主电机电流超过额定电流时要求停止给料,下降后要求继续给料,自动给料是利用主电机电流变化通过电流继电器动作与否,实现可控硅的控制电压的接通与断开,达到是否给料的目的。在风机出现故障停止运行时,同样的原理,使给料机停止给料。
系统中采用电流电器为DL-13/6型过电流继电器,继电器内有两个线圈,当两个线圈串联时,其动作电流可从1.5调到3安,当两个线圈并联时,其动作电流可在3~6安之间随意调节,由于磨粉机在正常工作情况下,与我们所选用电流互感器变比,在电流继电器上所得到电流不会大于3安,因而我们将线圈接成串联。
(2)自动给料调整
a、将控制柜门上主令开关拨到自动位置;
b、打开箱内过电流继电器(DL)罩壳,将以防运输时损坏用的固定铁芯绳子去掉;
c、所有各机按运转程序运输,并正常;
d、逐渐调整给料机控制箱上电位器R1的旋钮,使给料量渐渐加大,同时观察主电机电流表,使其电流达到额定而且稳定(如因磨料性质及流程等关系,可根据实际生产要求稳定较小于额定电流)。
e、调整电流电器上滑壁,改变继电器动作电流,使继电器常闭触头在目前主电流下正好断开,然后稍减少一点使其刚好恢复闭合。最后按上继电器罩壳。
通过上述调整,磨粉机在自动给料时,可保护主电机,提高磨粉效率,不会出现空磨及过载现象。
5、分析机的控制与调整
分析机在风量、风压一定情况下,其转速快慢决定分离粉子的粗细粒度,设备中采用JZT2型电磁高速异步电机传动,该电机由标准鼠笼电机测速发电机与电磁转差联合器组成,只要改变电磁联合器的电压就能达到改变转速快慢要求。
(1)分析器的控制
分析器的控制,是由按装在控制柜门上的电磁滑差控制器(ZLK-1型)与分析器的控制按钮来控制。开机时先按分析机起动按钮,使鼠笼电机部分首先运转,然后合上电磁滑差控制器电源开关,调节转速旋钮,使分析机达到所要求转速。
(2)分析器的转速指示调整
由于电磁调速电机的测速发电机每台特性不一致,使之实际转速与控制器上所指示转速不一致,有较大出入,需自行调整,首先用转速表测出电机的实际转速,然后通过调节控制器面板上的“转速表校正”的电位器,使实际转速与指示仪表转速相吻合,这样某一转速即相应表示磨伤害分离后的粒度(应注意在调试电机与分析器应连接后开机)。
6、常见故障及排除方法(见下表1)
| 故障部位 | 故障现象 | 故障原因 | 排除方法 |
| 定出子线9头个电机 | 电机不能起动或仅能低速运转 |
①电器箱故障 ②电机接线接错 |
①查清电器箱内有关电机起动元件接线,排除故障。 ②检查电机与电气控制柜的接线,对号接线。 |
| 电磁振动给料机 | 接通电源后,机器不振动。 |
①保险丝断 ②线圈损坏 ③接线断路 |
①更换新保险丝。 ②修复或更换线圈。 ③接通线路。 |
|
振动微弱,调节振幅电位器作用不大或不起作用。
|
①振动器控制箱有故障 ②气隙中有异物 ③用作固定连接叉螺丝未松 |
①排除电器箱故障,特别检R2、R3电阻器可动按点接触是否良好及检查输出电压。 ②清除异物。 ③松开螺钉(在振动器部位)。 |
|
| 机器输送物料时振幅下降太大 | 料仓接口设计使料槽压太大,或料太湿 | 重新设计料仓接口,减少料仓对槽体压力,或对物料进行烘干处理。 | |
| 分析器 |
离合器转速不能调节,仅能在高 速运转。 |
①滑差电机空载 ②速度反馈电位器调乱 |
①加上负载,电机与分析器皮带应联接后试车(负载应大于10%的额定转矩)。 ②按转差控制器说明书有关章节,转动控制器上“反馈量调节”电位器,调到满足要求。 |
| 离合器只能在低速运转,不能升速。 | 一般反馈电位器调乱,反馈量过大 | 按转差控制器说明书有关章节调节减少反馈量。 |
表1:常见故障和排除方法
有关电振机,及滑差电机及控制器的详细原理,调试及故障排除请参阅专用说明书。磨粉机的接线请参阅:图3摆式磨粉机管线图。
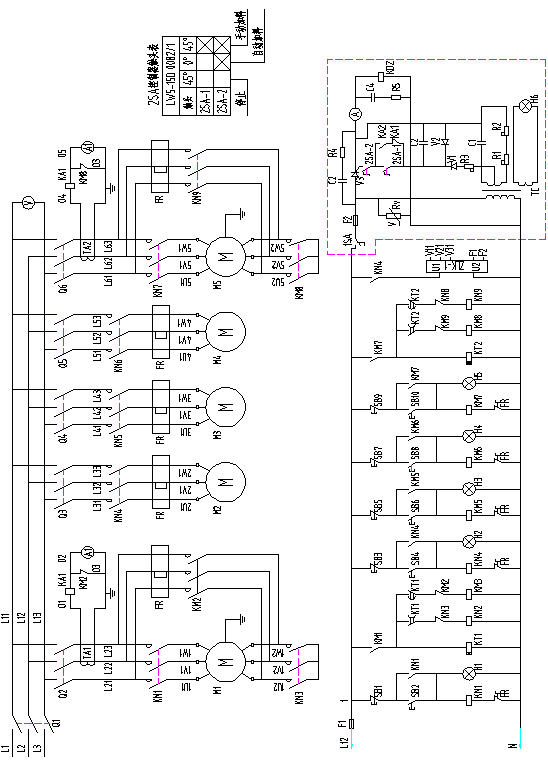
图2:摆式磨粉机电气原理图
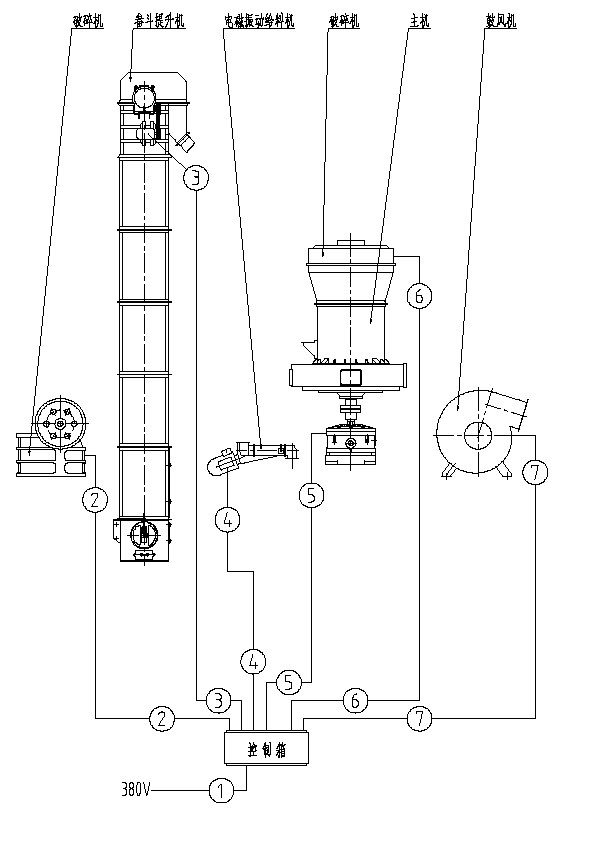
图3:摆式磨粉机管线图

磨粉机电气控制柜
1、下面表2中所选用导线均按铜质来选用截面,而且所选截面大小仅供参考。
2、220V控制电源由用户自行决定,可单独放入控制箱,亦可用相电压揍上。
| 7 | 鼓风机 | 6R |
5U1 5V1 5W1 5U2 5V2 5W2 5U3 5V3 5W3 |
70 | 6 | |
| 5R |
5U1 5V1 5W1 5U2 5V2 5W2 5U3 5V3 5W3 |
25 | ||||
| 4R | 5U1 5V1 5W1 5U2 5V2 5W2 | 10 | ||||
| 6 | 分析机 | 6R |
2U1 2V1 2W1 F1 F2 V11 V21 V31 |
6+2.5 | 3+5 | |
| 5R | 4+2.5 | |||||
| 4R | 2.5 | 8 | ||||
| 5 |
主 机 |
6R |
1U1 1V1 1W1 1U2 1V2 1W2 1U3 1V3 1W3 |
70 | 6 | |
| 5R |
1U1 1V1 1W1 1U2 1V2 1W2 1U3 1V3 1W3 |
25 | ||||
| 4R |
1U1 1V1 1W1 1U2 1V2 1W2 1U3 1V3 1W3 |
16 | ||||
| 4 | 给料机 | 6R | N 39 | 2.5 | 2 | |
| 5R | ||||||
| 4R | ||||||
| 3 | 畚斗机 | 6R | 4U1 4V1 4W1 | 4 | 3 | |
| 5R | 2.5 | |||||
| 4R | ||||||
| 2 | 破碎机 | 6R | 3U1 3V1 3W1 | 10 | 3 | |
| 5R | 6 | |||||
| 4R | 6 | |||||
| 1 | 进线 | 6R | L1 L2 L3 | 240 | 3 | |
| 5R | 120 | |||||
| 4R | 70 | |||||
| 管路编号 | 设备名称 | 端子编号 | 导线截面(mm2) | 根数 | 备 注 | |
表2:摆式磨粉机接线参数
以上就是本公司摆式磨粉机产品连载介绍(2)的内容:摆式磨粉机的润滑系统和电气控制部分详细说明,后期我们会继续发布关于磨粉机连载文章,以便能帮助大家更多的了解设备。如需购买设备,请联系公司客服人员获取最新价格。
简介
上海恒源冶金设备有限公司自成立以来,一直专注于砂石生产线设备的研发、生产与销售,公司主营产品有破碎、制砂、磨粉、输送筛分设备及其配套备件等。位于江苏启东滨海工业园区的六万平米大型矿机生产基地,具备先进的数控加工设备和产品质检检测仪器,设备精度高、速度快,具有较强的生产能力,欢迎广大客户前来实地工厂考察或官网咨询,期待能与您长期合作,一起携手共赢!
工厂实景照片




工厂实景图
设备采购联系方式
恒源官网:www.shhyyj.com
国内销售:021-58973788
国际销售:021-33781259
全国400热线:400-820-2021
欢迎客户网站留言或拨打热线询价
欢迎您来工厂参观访问
欢迎新老客户致电,预约参观,我们将为您提供完善的碎石、制砂、矿石生产线成套设备解决方案,让专业的人做专业的事,让您我一起携手,共赢未来!
返回首页
环保装备制造业(固废处理装备)规范条件(征求意见稿)发布
2019-12-24
机制砂石开采,挑战之下,机遇倍增!
2019-10-30
球磨机轴瓦过热、烧瓦怎么办?4类烧瓦情况分析
2019-12-25
【机制砂设备】机制砂设备哪家好?哪个厂家质量好?欢迎来厂里观察
2019-08-05
谈国家大形势下破碎机械的前景
2019-05-10
【破碎机设备】简单介绍一下反击式破碎机的几个特点,请留意!
2019-09-19
中联水泥河南区投4亿提标改造,所有企业达到超
2019-05-12
安装和操作颚式破碎机要注意什么
2019-07-02
反击式破碎机的发展历程
2019-05-12
颚破的动颚护板如何拆除和安装
2020-05-23
选择正规的制砂机厂家设备是保证机制砂质量的首要条件
2020-06-04
碎石生产线的装置、操作、保养及一些生产要点,做好这些生产有保障!
2019-12-25
上海破碎机企业应不断完善产品质量和售后服务
2019-05-12
时产200吨砂石生产线的碎石机设备配置方案及价格
2020-01-30
破碎机生产厂家对产品质量把控的重要性
2020-04-19
辽宁时产600吨铁矿石生产线设备第2次发货,附视频
2019-12-05
颚破常见故障及解决方法
2023-03-01
两台PE750颚式破碎机和喂料机在现场进行紧张安装中
2020-01-12
2台5R4119磨粉机发货至河南
2023-03-16
海砂海盗开采2000万平方米,价值10亿元!重大盗砂案件取得了新进展!
2019-11-11


