

制砂机的轴组件拆卸方法和重新安装步骤详解
导读:制砂机长期工作中,如果不对其进行维护和保养,会造成轴组件磨损严重、精度缺失或劳损变形等故障,这期我们讲一下如何拆卸制砂机轴组件以及重新更换安装新的轴组件的方法和步骤。

制砂机现场
当拆卸和重新安装轴组件时,应该将其放置在地面环境干净的地方,然后按照下列步骤进行拆卸:
步骤1:如果有条件的允许下,可以将轴组件连同装配在主轴上的机架运送到工厂,但需要将壳盖组件、转子组件、反击板环或者料架、机架、V型皮带取下,并且将排出的润滑脂弄干净;也可以在生产现场通过简易吊装设备对轴组件进行卸载操作。
步骤2:当锥套(下)的内表面小于主机的V型皮带轮时,根据这样的条件进行工作;否则,翻转组件然后取下主机的V型皮带。
步骤3:取下出脂槽和润滑管。(如果主要装置侧V型皮带轮体积大并且已经翻转,则将它再翻转过来。)
步骤4:拧松锥套(下)的螺栓。在锥套(下)攻好丝的部分配上8只推进螺栓然后均匀拧紧。当它们拧紧到一定程度时,可以取下锥套(下)。
注:锥套(下)的安装螺栓不必完全取下。轴组件剖面图见下图一:
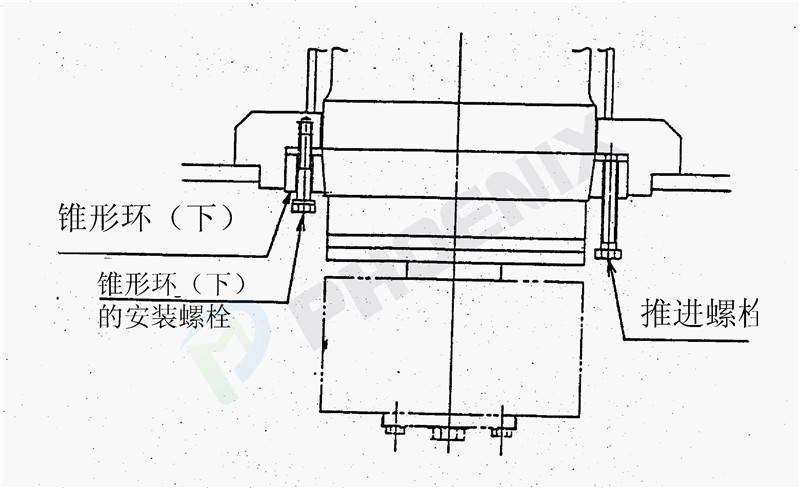
图一:轴组件剖面图
步骤5:对上锥套(上)的螺栓进行类似的工作取下所有的锥套(上)螺栓,然后将它们存放在干净的地方。锥套剖面图见下面图二:
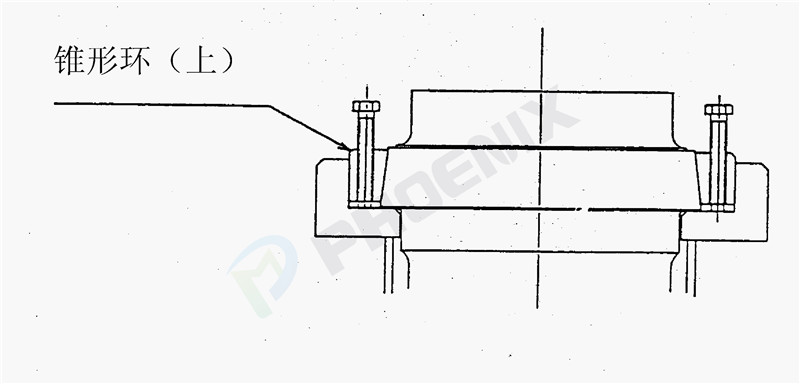
图二:锥套剖面图
步骤6:将工具箱中左旋螺纹有眼螺栓安装在主轴上攻丝孔内,连同轴承座组件提升主轴。
步骤7:驱动上锥衬套直裂口中的键从主轴中取出上锥衬套。
步骤8:取下上衬套以及上密封盖(上)的螺栓,然后取下上密封盖,将V型皮带轮向上翻转。
步骤9:取下下密封盖的螺栓,然后取下下密封盖。在这种情况下,可以同时拉出下列部件:轴承(2)上侧的内环;轴承(1)和(2)下侧的内环;内轴套)和外轴套;压盖。
步骤10:取下下列部件:锁紧圆螺母,下衬套,轴承(1)和(2)的内圈;轴承内轴套。
注:使用拔卸器拉出轴承(1)和(2)的内圈。
步骤11:拉出仍旧在轴承外壳内的外圈和轴承的轴承外轴套,小心操作不要损伤轴承(2)的外圈。
注:使用类似的方法,拉出转子的侧轴承(2)。
步骤12:将轴承座的内部弄干净。采用与上述相反的步骤重新装配好轴组件。
以上是轴组件的拆卸步骤方法,希望能够加深对制砂机轴组件内部结构和拆卸方法。
下面详细讲一下在重新安装轴组件过程中,需要注意以下几点:
(1)、在将轴承(1)和(2)的内圈装配入轴之前首先将其放入温度为90℃~120℃的油中加热。
(2)、因为轴承(2)的外圈设计用于密封连接。所以应该在温度为90℃~120℃的油中加热。
(3)、轴承外壳的内径应该在环境温度为+40℃时测量以确认它是否可能与轴承的外圈相配。
(4)、如果已经做好装配外圈的准备工作,在将装配面上附着的油揩干净之后立即装配。(绝对不准用火直接加热轴承座)
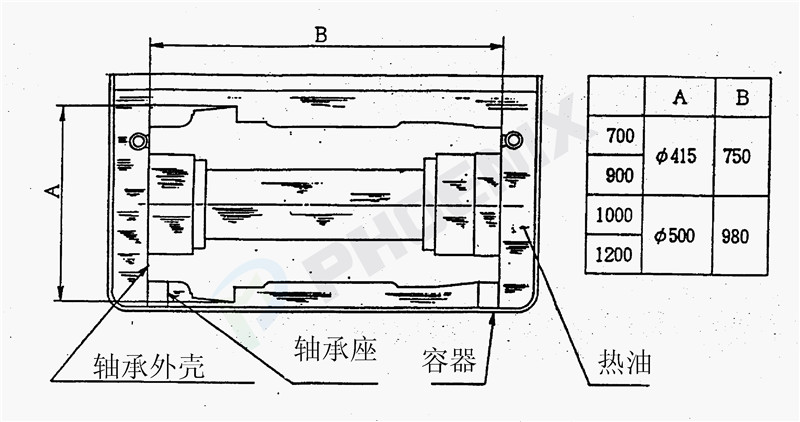
图三:轴承结构剖面图
(5)在装配之前将轴承座彻底弄干净。见上面图三:轴承结构剖面图
(6)在装配完成之后,给轴承加润滑脂,其加入量如下表所示:
(7)拧紧上下锥套的安装螺栓,并且将拧紧力矩控制在245N×m,对于下部分其拧紧力矩应该小于245N×m。
好了,以上就是关于制砂机如何拆卸和重新安装轴组件的方法和步骤,如果您对制砂机相关的技术知识还有什么疑问的话,可以拨打本司售后服务电话来取得问题答案,也可以通过“在线问答”来了解更多关于制砂机方面的信息。
本文系上海恒源冶金设备有限公司原创整理发布,如需转载复制,请注明文章出处,违者必究。
如果需要了解本公司的其它破碎制砂类设备,可以手机扫码识别恒源产品画册:
制砂机现场
当拆卸和重新安装轴组件时,应该将其放置在地面环境干净的地方,然后按照下列步骤进行拆卸:
步骤1:如果有条件的允许下,可以将轴组件连同装配在主轴上的机架运送到工厂,但需要将壳盖组件、转子组件、反击板环或者料架、机架、V型皮带取下,并且将排出的润滑脂弄干净;也可以在生产现场通过简易吊装设备对轴组件进行卸载操作。
步骤2:当锥套(下)的内表面小于主机的V型皮带轮时,根据这样的条件进行工作;否则,翻转组件然后取下主机的V型皮带。
步骤3:取下出脂槽和润滑管。(如果主要装置侧V型皮带轮体积大并且已经翻转,则将它再翻转过来。)
步骤4:拧松锥套(下)的螺栓。在锥套(下)攻好丝的部分配上8只推进螺栓然后均匀拧紧。当它们拧紧到一定程度时,可以取下锥套(下)。
注:锥套(下)的安装螺栓不必完全取下。轴组件剖面图见下图一:
图一:轴组件剖面图
步骤5:对上锥套(上)的螺栓进行类似的工作取下所有的锥套(上)螺栓,然后将它们存放在干净的地方。锥套剖面图见下面图二:
图二:锥套剖面图
步骤6:将工具箱中左旋螺纹有眼螺栓安装在主轴上攻丝孔内,连同轴承座组件提升主轴。
主轴组件重量表
| 制砂机主轴组件的重量 | HB1000制砂整形机 | HX1200制砂机 |
| 1.370kg | 1.410kg |
步骤7:驱动上锥衬套直裂口中的键从主轴中取出上锥衬套。
步骤8:取下上衬套以及上密封盖(上)的螺栓,然后取下上密封盖,将V型皮带轮向上翻转。
步骤9:取下下密封盖的螺栓,然后取下下密封盖。在这种情况下,可以同时拉出下列部件:轴承(2)上侧的内环;轴承(1)和(2)下侧的内环;内轴套)和外轴套;压盖。
步骤10:取下下列部件:锁紧圆螺母,下衬套,轴承(1)和(2)的内圈;轴承内轴套。
注:使用拔卸器拉出轴承(1)和(2)的内圈。
步骤11:拉出仍旧在轴承外壳内的外圈和轴承的轴承外轴套,小心操作不要损伤轴承(2)的外圈。
注:使用类似的方法,拉出转子的侧轴承(2)。
步骤12:将轴承座的内部弄干净。采用与上述相反的步骤重新装配好轴组件。
以上是轴组件的拆卸步骤方法,希望能够加深对制砂机轴组件内部结构和拆卸方法。
下面详细讲一下在重新安装轴组件过程中,需要注意以下几点:
(1)、在将轴承(1)和(2)的内圈装配入轴之前首先将其放入温度为90℃~120℃的油中加热。
(2)、因为轴承(2)的外圈设计用于密封连接。所以应该在温度为90℃~120℃的油中加热。
(3)、轴承外壳的内径应该在环境温度为+40℃时测量以确认它是否可能与轴承的外圈相配。
(4)、如果已经做好装配外圈的准备工作,在将装配面上附着的油揩干净之后立即装配。(绝对不准用火直接加热轴承座)
图三:轴承结构剖面图
(5)在装配之前将轴承座彻底弄干净。见上面图三:轴承结构剖面图
(6)在装配完成之后,给轴承加润滑脂,其加入量如下表所示:
| 加油位置 | HB1000制砂整形机 | HX1200制砂机 |
| 轴承(1) | 350 g | 440 g |
| 轴承(2) | 360 g | 450 g |
(7)拧紧上下锥套的安装螺栓,并且将拧紧力矩控制在245N×m,对于下部分其拧紧力矩应该小于245N×m。
好了,以上就是关于制砂机如何拆卸和重新安装轴组件的方法和步骤,如果您对制砂机相关的技术知识还有什么疑问的话,可以拨打本司售后服务电话来取得问题答案,也可以通过“在线问答”来了解更多关于制砂机方面的信息。
本文系上海恒源冶金设备有限公司原创整理发布,如需转载复制,请注明文章出处,违者必究。
如果需要了解本公司的其它破碎制砂类设备,可以手机扫码识别恒源产品画册:

(扫码阅读电子版产品画册)
厂家简介
上海恒源冶金设备有限公司自成立以来,一直专注于砂石生产线设备的研发、生产与销售,公司主营产品有破碎机、制砂机、磨粉机、输送筛分设备及其配套备件等。位于江苏启东滨海工业园区的六万平米大型矿机生产基地,具备先进的数控加工设备和产品质检检测仪器,设备精度高、速度快,具有较强的生产能力,欢迎广大客户前来实地工厂考察或官网咨询,期待能与您长期合作,一起携手共赢!
设备价格咨询和采购途径:
恒源官网:www.shhyyj.com
国内销售:021-58973788
国际销售:021-33781259
制砂机销售电话:4008202021
欢迎您来工厂参观访问
欢迎新老客户致电,预约参观,我们将为您提供完善的碎石、制砂、矿石生产线成套设备解决方案,让专业的人做专业的事,让您我一起携手,共赢未来!
返回首页
颚式破碎机怎么样?发展趋势好吗?
2019-05-10
砂石生产线的发展前景经济、社会效益综合提升
2019-05-16
影响破碎机性能的两大因素之一易损件篇
2019-05-12
时产1200吨基建骨料破碎制砂生产线
2020-04-07
绿色矿山开采基本建设务必“三条腿”走路
2019-10-21
碎石生产线订制需注意的几个关键因素
2024-10-15
破碎机工作时噪音大怎么办?
2024-09-08
【破碎机设备】时至炎日,在高温气候下破碎机应该如何实现正常生产呢?
2019-08-25
可逆锤式破碎机过载的原因是什么?
2020-10-17
颚式破碎机原理动画
2023-03-05
时产800t/h砂石骨料生产线如何配置
2023-03-24
破碎机械厂家解客户之忧
2019-05-12
破碎机械让废物处理更为简单化-恒源集团
2019-05-12
广泛应用的鹅卵石制砂机对任何购买者来说都具有成本效益
2019-11-14
【砂石管理|机制砂】加强砂石管理机制,助推河道生态安全,吉安市永丰县水利局实现砂
2019-08-09
每小时产量200吨的制砂设备怎么选?
2020-04-08
山碎牌反击式破碎机常见故障以及解决方法
2019-05-12
【砂石生产线】砂石资源税收征管与综合治理实现双赢!
2019-08-06
破碎机操作规程系列之颚式破碎机操作规程
2019-05-12
选购制砂机时,叶轮三孔和四孔哪种更好?
2021-12-12


